جهت دريل ترکيبات پلاستيکي، روش مناسبي را براي مواد پلاستيکي براي جلوگيري از ايجاد نقص انتخاب نماييد. در غير اينصورت خطر شکستن، پارگي، بيش از حد گرم شدن يا تغييرات ابعادي در حفره ها رخ مي دهد.
درحين دريل، مي بايست توجه ويژه اي به خواص پلاستيک داشته باشيد. اين عوامل باعث مي شود که پلاستيک ها (بخصوص شبه کريستال ها) در حين دريل سريعا گرم شوند، به ويژه زمانيکه عمل دريل بيش از دو برابر قطر باشد. اين عامل منجر به "لکه دار شدن" حفره و افزايش انبساط دروني در قطعه و در نهايت استرس فشاري (بخصوص هنگاميکه دريل در مرکز مقطع ميلگرد باشد) مي شود. ميزان استرس وارد بر پلاستيک بر ميزان انحراف، عدم صحت ابعاد، يا حتي ترک ها، شکاف ها و ترکيدن موثر خواهد بود. انتخاب روش مناسب براي مواد مختلف باعث جلوگيري از رخداد اين خطرات مي شود.
ابزار
مته هاي HSS قابل دسترس براي فروش، مناسب هستند.
استفاده از دريل ها با يک پل باريک (حفاري هماهنگ): موجب کاهش اصطکاک و اجتناب از افزايش گرما مي شود.
توصيه ها
از يک خنک کننده استفاده کنيد.
دورکردن مکرر مته بطور متناوب، حذف تراشه و خنک کننده اضافي
عدم استفاده از تغذيه دهنده دستي: زيرا باعث جلوگيري از گير کردن مته و ترک خوردگي مي شود.
توصيه هاي حفاري
حفره هاي قطر کوچک (کوچکتر از 25 ميلي متر)
استفاده از دريل هاي استيل سرعت بالا (مته هاي HSS)
استفاده از مته مارپيچ (اسپيرال)
شيارهاي مارپيچ خيلي صاف
حذف تراشه
دورکردن مکرر مته (حفاري متناوب)
حذف بهتر تراشه ها و اجتناب از افزايش حرارت
در مورد قطعات نازک ديواره توصيه مي شود از نرخ برش بالا استفاده شود.
در صورت امکان، زاويه خنثي (0 درجه) را انتخاب کنيد تا از گيرکردن و شکستن مته و يا بلند کردن قطعه کار توسط مته جلوگيري شود.
توصيه هاي حفاري
حفره هاي قطر بزرگ (بزرگتر از 25 ميلي متر)
حفاري را با سوراخ هاي بزرگ مته انجام دهيد.
پيش از شروع حفاري با قطر موردنظر، يک مرحله ي آماده سازي با مته اي که قطر کوچکتر از 25 ميلي متر دارد، انجام شود.
بعد از آن با يک برش داخلي کار را به اتمام برسانيد.
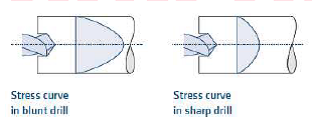
مته را در ميلگردهاي بلند فقط از يک طرف وارد کنيد.
در مورد فعاليت مته زمانيکه به قسمت مياني مي رسد (حفاري دو جانبه)، ممکن است ويژگي هاي تنش نامطلوب افزايش يافته يا حتي ممکن است بشکند.
در موارد شديد/در مورد مواد تقويت شده ممکن است توصيه شود که حفاري بر روي اجزاي از پيش گرم شده تقريبا در 120 درجه سانتي گراد (زمان گرمايش تقريبا 1 ساعت در هر 10 ميليمتر مقطع عرضي) انجام شود تا از صحت ابعاد و ماشينکاري اطمينان حاصل شود و در پايان ماشينکاري، حفره بطور کامل خنک شده است.
کلمات کليدي: توسعه تفلون – تفلون PTFE – پلي آميد PA – پلي استال POM – پلي اورتان PUR – پيک PEEK - ورق – ميلگرد – لوله – تفلون PTFE چيست؟ - ورق تفلون PTFE – ميلگرد تفلون PTFE – لوله تفلون PTFE – ورق پلي آميد PA – ميلگرد پلي آميد PA – ورق پلي استال POM – ميلگرد پلي استال POM – ورق پلي اورتان PUR – ميلگرد پلي اورتان PUR – ميلگرد پيک PEEK – تفلون برنز PTFE + BR – تفلون کربن PTFE + Cr – تفلون گلاس PTFE + Gl - پي تي اف اي - پلي آميد کست - زلاميد - تترافلوئوراتيلن - پليمر - پلاستيک
گردآورنده: پريسا اکبري